Videos
Halten Sie den Job in Bewegung, wenn ein Verbindungsloch zu klein ist
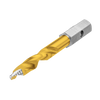
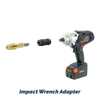
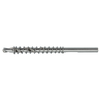
VersaDrive® Reibahlen haben einen patentierten rutschfesten Sechskantschaft, der für den Einsatz in jedem Standard-1/2-Zoll-Bohrfutter für Akku- oder Pistolenbohrer geeignet ist oder mit einem VersaDrive® Rapid Lock-Adapter für den Einsatz in einer Vielzahl von Elektrowerkzeugen wie Magnetbohrern verwendet werden kann .
VersaDrive®-Reibahlen werden nicht für die Verwendung mit laser- oder plasmageschnittenen Löchern empfohlen. Die von Wärme betroffenen Löcher können mit der VersaDrive-Reibahle mit einem langsam laufenden Magnetbohrer vergrößert werden.
Produkt Vorteile
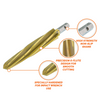
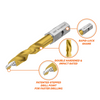
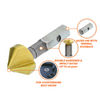
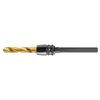
- Präzises 6-Schneiden-Design für reibungsloses Schneiden
- Sicheres Reiben mit minimalem Rückschlag
- Speziell gehärtet für den Einsatz im Schlagschrauber
- Hochwertiger Werkzeugstahl für hohe Genauigkeit und lange Lebensdauer
- Reibungsarme Goldmax-Titanbeschichtung, um Ausbrennen zu verhindern
- Hochfestes, rutschfestes Schaftdesign Verwendung auf Schlag oder Rotation
Kurzanleitung
- Für schnellste Leistung bei Schlagschraubern und Schlagschraubern
- Schlaggetriebene Reibahlen werden nicht für flamm- oder plasmageschnittene Löcher empfohlen. Verwendung mit einem Magnetbohrer
- Die Reibahle sollte sich drehen, bevor Sie mit dem Schnitt beginnen, und es sollte während des Schnitts ein konstanter Vorschubdruck ausgeübt werden
- Für Materialien, die dicker als 20 mm sind, wird die Verwendung von ImpactaMag-Reibahlen empfohlen